高效攻絲利器 6542高速鋼機用/手用絲錐全解析
在金屬加工領域,絲錐作為內螺紋加工的核心刀具,其性能直接影響攻絲效率與螺紋質量。本文將深入解析“一攻二攻成付直槽絲錐6542高速鋼機用手用頭錐二錐不銹鋼攻絲工具”,從材料特性、結構設計到應用場景,為您全面解讀這款高效攻絲工具。
一、核心材料:6542高速鋼的卓越性能
“6542高速鋼”(即W6Mo5Cr4V2)是這款絲錐的材質精髓。這種鎢鉬系高速鋼在熱處理后具有以下突出優勢:
- 高紅硬性:能在600℃以下保持較高硬度,適合連續攻絲產生的熱量積累。
- 優異耐磨性:碳化物分布均勻,顯著延長絲錐壽命。
- 良好韌性:相比傳統高速鋼,抗沖擊能力更強,減少崩刃風險。
正是這些特性,使其特別適合加工不銹鋼、合金鋼等難切削材料。
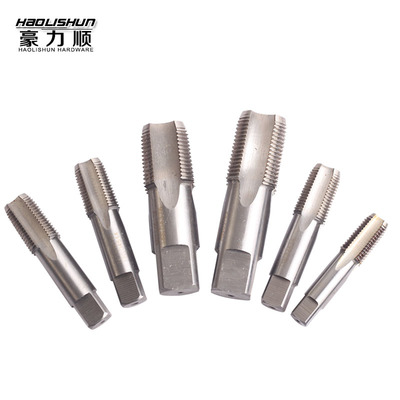
二、結構解析:“一攻二攻成付直槽”的設計智慧
- 成付配置:產品通常包含頭錐(初攻)和二錐(精攻)。頭錐前端有較長的導向錐度,便于切入定位;二錐齒形完整,用于螺紋校準與光整。這種分次切削策略能有效降低扭矩,提高精度并保護絲錐。
- 直槽設計:與螺旋槽絲錐相比,直槽絲錐通用性更強,尤其適合通孔攻絲。其容屑槽為直線型,制造簡單,刃口強度高,在加工不銹鋼等粘性材料時,可避免切屑阻塞。
- 應用雙棲:標注“機用手用”,意味著其幾何參數兼顧了機床攻絲的效率與手動攻絲的操控性。機用時能承受較高轉速,手攻時則因良好的排屑和適中的切削角度而省力。
三、實戰應用:攻克不銹鋼攻絲難題
不銹鋼(如304、316)因其韌性高、易加工硬化,是公認的攻絲難點。這款絲錐的解決方案在于:
- 鋒利的切削刃:6542鋼淬火后可達HRC63-66硬度,刃口能有效切斷不銹鋼纖維,減少加工硬化層。
- 合理的槽型與角度:前角、后角針對不銹鋼塑性變形特點優化,平衡切削力與散熱。
- 操作要點:攻絲時務必使用足量潤滑冷卻液(建議選用專用不銹鋼攻絲油),并采用低速穩定的進給,特別是手攻時避免歪斜,以充分利用頭錐、二錐的階梯切削優勢。
四、選型與使用建議
- 規格匹配:根據需加工的螺紋標準(如M6、M8)和螺距選擇對應絲錐。成付購買確保頭錐、二錐同批次,精度一致。
- 工況判斷:
- 通孔、淺盲孔:優先使用直槽絲錐。
- 若為深盲孔且機床有反轉退刀功能,可考慮螺旋槽絲錐以利排屑。
- 維護保養:使用后及時清理切屑,檢查刃口磨損。輕微磨損可用油石修刃,顯著磨損或崩刃應及時更換,避免影響螺紋質量或導致斷錐。
###
“一攻二攻成付直槽絲錐6542高速鋼機用手用頭錐二錐”這一長串專業名稱,實則凝聚了從材料科學到切削工藝的實用智慧。它通過高性能材料、科學的成付設計與廣泛的適用性,為不銹鋼等難加工材料的攻絲作業提供了可靠高效的解決方案。無論是配備在鉆床、攻絲機上,還是置于維修師傅的工具箱中,正確選用與操作這款工具,都將使螺紋加工事半功倍。
如若轉載,請注明出處:http://m.trz168.cn/product/25.html
更新時間:2026-05-20 13:18:19